
 EN
ENAt present, many engineering plastics have been successfully applied to mechanical parts and have achieved good results. However, the difficulty of injection molding of engineering plastics is relatively large, especially mold fouling is prone to occur. What is the cause of mold fouling after injection molding of engineering plastics, and how to solve it?

1. Dannelse av muggskala
Die fouling refers to a phenomenon in which attachments are deposited on the surface of the mold (see the figure below). Muggtilgroing oppstår under sprøytestøping av nesten all termoplast. Når de funksjonelle kravene til sluttproduktet må blandes med relaterte tilsetningsstoffer (som modifiseringsmidler, brannhemmende midler, etc.), vil disse tilsetningsstoffene sannsynligvis forbli på overflaten av formhulen under støpeprosessen, noe som fører til dannelse av muggskala.
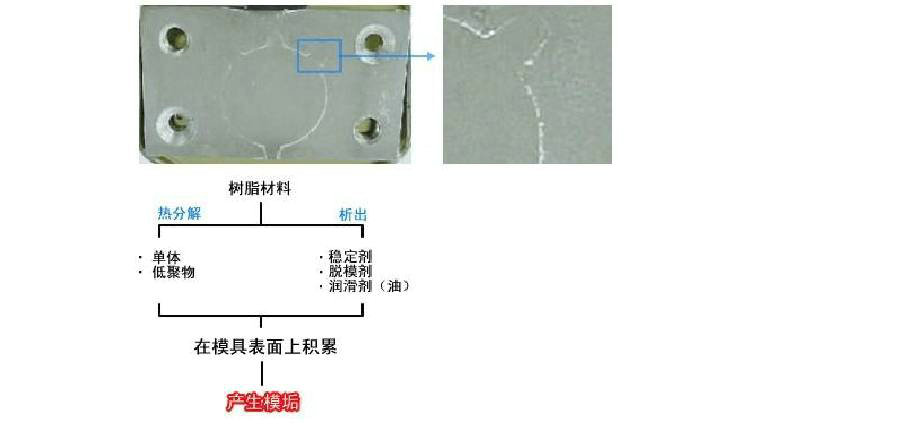
There are other reasons for the formation of mold scale. De vanligste årsakene er som følger:
▶The thermal decomposition products of raw materials;
▶Ekstrem skjærkraft av smeltestrøm under sprøytestøping;
▶Upassende eksos;
Muggsoppen forårsaket av ovenstående er ofte en kombinasjon av ulike faktorer, og det er svært plagsomt å finne ut hva som forårsaker muggsoppen og hvordan man kan forhindre det, og muggsoppen vil først danne seg etter noen dager.
2. Typer muggskala
1) Various additives produce specific types of mold deposits. The fire retardant will react at high temperature to form decomposition and possibly produce mold scale products. Under påvirkning av overdreven høy temperatur eller ekstrem skjærkraft vil anti-støtmiddelet skille seg fra polymeren og forbli på overflaten av formhulen for å danne muggskala.
2) Pigmentet i den termoplastiske ingeniørplasten smelter ved høy temperatur, noe som vil redusere den termiske stabiliteten til støpematerialet, noe som resulterer i kombinasjonen av degradert polymer og dekomponert pigment for å danne muggskala.
3) Spesielt varme deler på formen (som muggkjerne), modifiseringsmidler/stabilisatorer og andre tilsetningsstoffer kan feste seg til overflaten og forårsake begroing av mugg. I dette tilfellet må det iverksettes tiltak for å oppnå bedre formtemperaturkontroll eller bruke spesielle stabilisatorer.
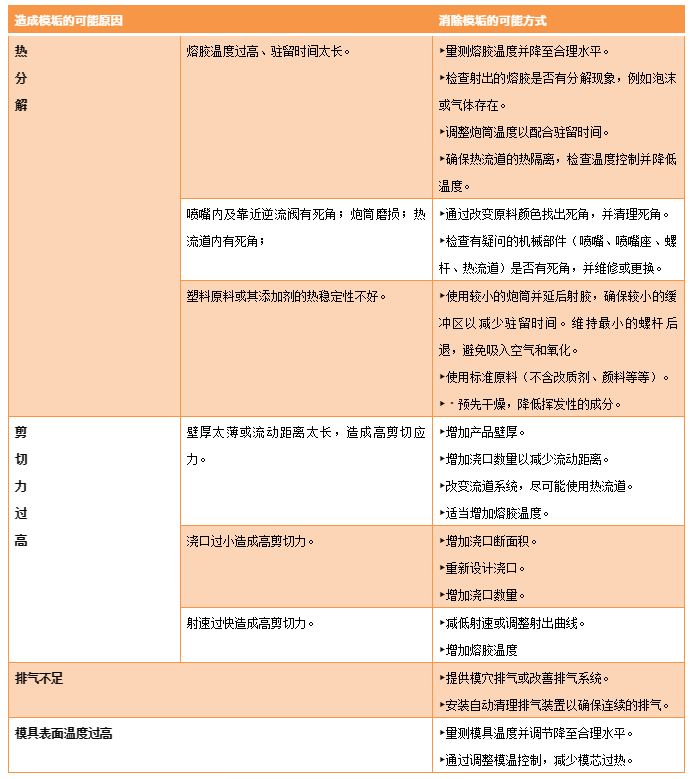
The following table lists the possible causes of mold fouling and preventive measures:
Tre, den plutselige forekomsten av moldbegroing mottiltak
Hvis det plutselig oppstår tilsmussing av mugg, kan det skyldes endringer i støpeforholdene, eller på grunn av utskifting av forskjellige partier med støpematerialer. The following suggestions can help improve mold fouling.
First, measure the temperature of the melt and visually check whether the melt is decomposed (such as burnt particles). Sjekk samtidig om formmaterialene er forurenset av fremmedlegemer og om det brukes samme rengjøringsmidler. Sjekk eksostilstanden til formen.
Igjen, sjekk driftsmaskinen: bruk fargestofffargede støpematerialer (bortsett fra svart), slå av sprøytestøpemaskinen etter ca. 20 minutter, fjern munnstykket og koblingen, hvis mulig, fjern den med skruen, sjekk om råmaterialet har brente partikler, og fortsett med råmaterialet Fargesammenligning, finn raskt ut kilden til muggforurensning.
Overraskende årsaker til begroingsfeil har blitt funnet i mange tilfeller. This technology is most suitable for smaller injection molding machines, with a maximum screw diameter of 40mm. The elimination of mold fouling also clearly improves the quality of parts when molding other raw materials. Ovennevnte mottiltak egner seg også for støping med varmeløpssystemer.
Muggtilgroing fører til defekter i utseendet til sprøytestøpte deler, spesielt deler med overflateerosjon, som kan repareres ved sandblåsing med sandblåsemaskiner.

Fire, mold vedlikehold
Når begroingen av formen ikke kan elimineres ved å bruke alle de ovennevnte tiltakene, må vedlikeholdet og vedlikeholdet av formen styrkes.
Muggavleiringer på formoverflaten er lettere å fjerne i det innledende stadiet, så mugghulrom og eksoskanaler må rengjøres og vedlikeholdes regelmessig (for eksempel etter hvert parti med støpeproduksjon). Hvis formen ikke vedlikeholdes og vedlikeholdes over lang tid, er det svært vanskelig og tidkrevende å fjerne formskalaen etter at formen har dannet et tykt lag.
Sprayene som brukes til vedlikehold og vedlikehold av injeksjonsformer inkluderer hovedsakelig: slippmiddel, antirustmiddel, fingerbølsolje, limflekkfjerner, muggrengjøringsmiddel, etc.
Den kjemiske sammensetningen av muggavleiring er svært kompleks, og nye metoder må brukes og prøves for å fjerne den, som generelle løsemidler og ulike spesialløsninger, ovnssprayer og koffeinholdig lemonade. En annen særegen måte er å bruke gummi til rengjøring av modellspor.

5. Forslag for å forhindre begroing av mugg
Ved bruk av hot runner-støping og varmefølsomme råmaterialer vil smelteoppholdstiden bli lengre, og dermed øke risikoen for at råmaterialene brytes ned og danner muggavleiring. Clean the screw of the injection molding machine.
Større løpere og porter brukes ved forming av skjærfølsomme materialer. Flerpunktsporter kan redusere strømningsavstanden, senke injeksjonshastigheten og redusere risikoen for muggsopp.
Effektiv muggeksos kan redusere muligheten for muggtilgroing. Set appropriate mold exhaust during the mold design stage. Et automatisk eksosanlegg eller en eksosmetode som enkelt kan fjerne muggavleiringer er det beste valget. Forbedringen av eksossystemet resulterer ofte i en reduksjon av muggavleiringer på formen.
Dekk overflaten av formhulen med et spesielt non-stick-belegg for å forhindre dannelse av muggavleiringer. Tester bør utføres for å evaluere effekten av belegget.
Titannitridbehandling på den indre overflaten av formen kan unngå dannelse av muggskala på formen.
This article comes from the Internet, only for learning and communication, no commercial purpose.















 Hovedkvarter: No. 539 Bohai Road, Beilun-distriktet, Ningbo City, Zhejiang-provinsen, P.R. Kina
Hovedkvarter: No. 539 Bohai Road, Beilun-distriktet, Ningbo City, Zhejiang-provinsen, P.R. Kina
 +86-18067123177
+86-18067123177